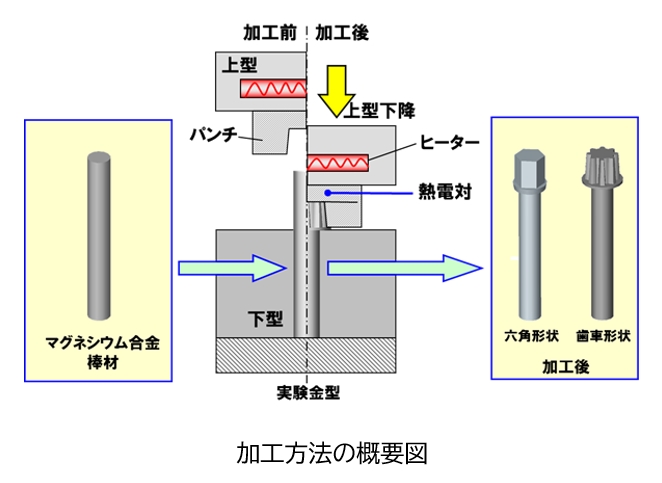
小径棒材の部分加熱ヘッディング加工方法及び 加工装置(特許第5660527号)
本発明は,マグネシウム合金の棒状素材を容易に加熱してヘッディング加工する特許です。従来は,あらかじめ棒状素材や金型全体を電気炉等で加熱しなければヘッディング加工ができませんでしたが,本技術はヘッディングパンチのみ加熱しておき,同パンチからの伝熱で棒状素材の加工対象部分のみを加熱しながら加工することを可能としました。
これにより,少ない加熱エネルギーでマグネシウム合金のヘッディング加工が可能となります。
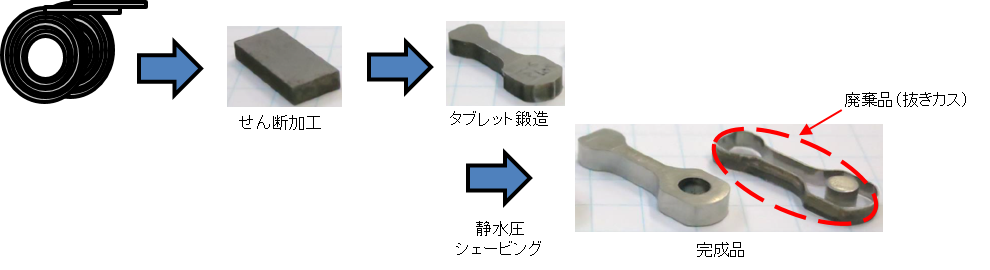
タブレット鍛造方法(特許第5771801号)
幅狭の薄板コイル鋼材をせん断してタブレット状素材を得るせん断加工工程と,タブレット状素材の板厚と直交する方向から圧縮加工して鍛造品を成形するタブレット鍛造工程と,タブレット鍛造工程で成形された鍛造品を厚さに対して直交する方向からシェービング加工する工程により,歩留まりよく鍛造品を成形することを特徴とします。
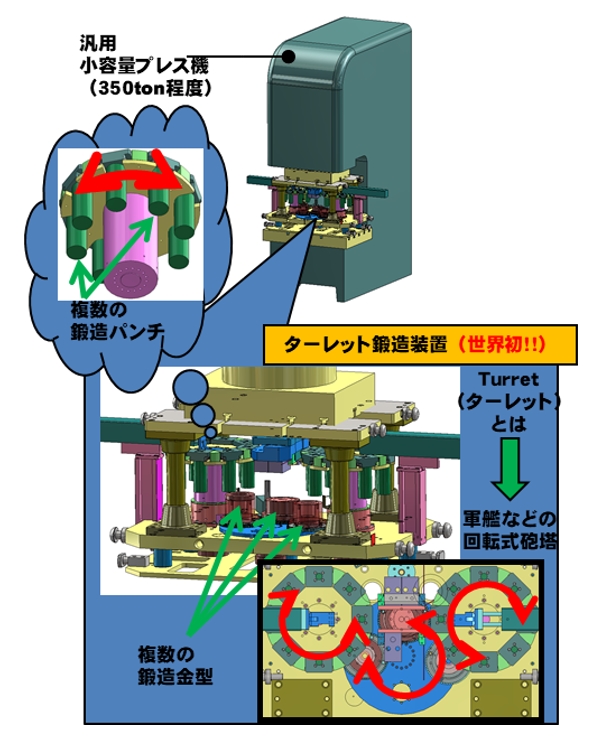
ターレット鍛造装置(特許第5861159号)
一台の汎用プレス機,複数のパンチ,複数のダイス,ダイスの回転機構,パンチの回転機構,打ち抜き機構,切削(穿孔)機構から構成される鍛造ダイセットの中で,「鍛造工程に応じてパンチ,ダイスを回転位置決めして逐次成形する構成」とすることで,効率的に複数の鍛造加工を実施することができ,従来技術と比較して精度向上と圧倒的低コストで鍛造品を得ることを特徴とします。
バリの発生を抑制して貫通孔を形成する方法(特許第6142296号)
少なくとも2つ以上の突出する角(つの)部の外側から内側に向けてプレス加工にて少なくとも2つ以上の角(つの)部に貫通孔を打ち抜き形成する孔加工工程と角(つの)部の内側から貫通孔の内側端面にプレス加工にて面取りを行う面取り加工工程と面取りされた貫通孔の孔内壁を角(つの)部の外側から切削加工する切削加工工程とで工程構成することで,生産性の向上とコストダウンを図り,かつ製品品質の向上を可能とすることを特徴とします。
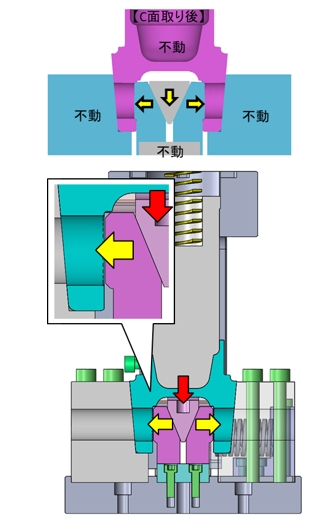
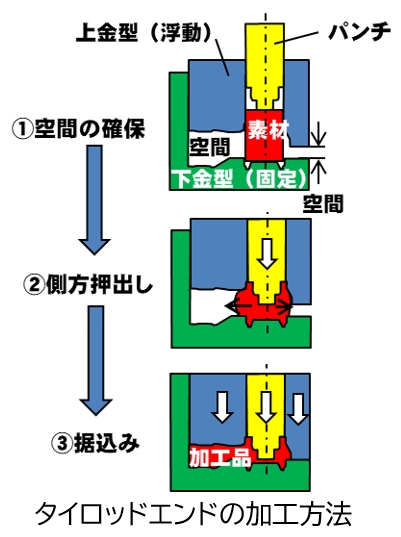
タイロッドエンドの鍛造金型及び タイロッドエンドの製造方法(特許第6255581号)
自動車などの車両に用いられるステアリング装置の一部を構成するタイロッドエンドを製造するタイロッドエンドの鍛造金型及びタイロッドエンドの製造方法並びにタイロッドエンドに適用でき,製造コストを抑えて効率的に高品質のタイロッドエンドを製造することができます。
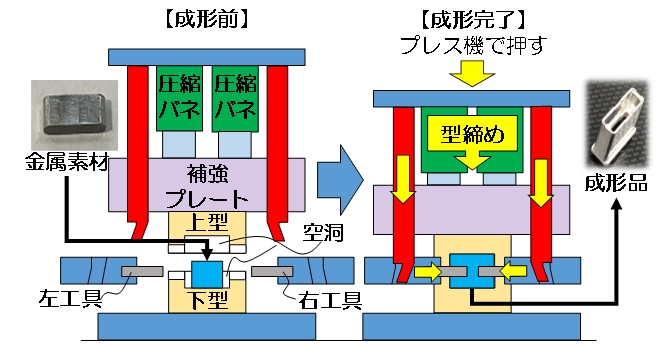
逐次成形装置及び逐次成形方法(特許第6733896号)
本発明は,スマートフォン等の接続端子を成形するもので,型締め状態で複数の成形工具を交換して鍛造加工し,加工効率向上とコスト低減,金型の耐久性の向上が図られます。従来の成形方法より加工効率が良く,高い加工精度を期待できる鍛造加工を適用して,室温において,プレスの上下動作のみで成形を完結する成形方法を開発しました。